







Описание технологического процесса изготовления биметаллических плит методом сварки взрывом
30.01.2011 15:15
Описание технологического процесса изготовления биметаллических плит методом сварки взрывом
Изготовление биметаллических плит методом сварки взрывом
Введение
Технологический процесс нанесения плакирующего слоя металла не металл основы позволяет обеспечить сварку различных комбинаций металлов и основан на применении в этих целях энергии детонации взрывчатого вещества, размещаемого над поверхностью плакирующего металла.
Данный процесс протекает со скоростью детонации взрывчатого вещества на пространстве, ограниченном геометрическими размерами плакирующего слоя (ПС) и, по этой причине, не является контролируемым. Тем не менее, этот процесс является настраиваемым и поддается регулированию на стадии подготовки путем настройки параметров сварки.
Непосредственным источником энергии, осуществляющей сварку взаимодействующих поверхностей основы и плакирующего слоя, является энергия их кинетического взаимодействия, направленного и распределенного на ограниченной площади. В этом смысле, непосредственно детонация взрывчатого вещества на поверхности плакирующего слоя является только первичным источником энергии и без надлежащей организации процесса не приводит к нужному взаимодействию и сварке поверхностей. В этой связи, энергетические возможности взрывчатой смеси (ВС) не являются решающими, так как следует обеспечить необходимый разгон поверхности плакирующего металла и взаимодействие его с металлом основы под определенным углом и на ограниченной площади.
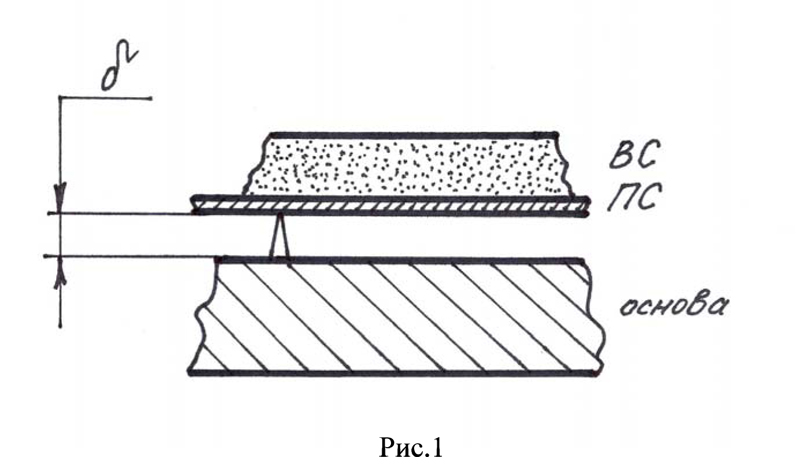 Для обеспечения необходимых параметров соударения поверхностей, металл основы и плакирующего слоя размещают параллельно друг другу на специальных проставках, которые удаляются в процессе «схлопывания» поверхностей потоком газа, находящемся в зазоре. Величина этого зазора является одним из определяющих параметров технологического процесса.
Для обеспечения необходимых параметров соударения поверхностей, металл основы и плакирующего слоя размещают параллельно друг другу на специальных проставках, которые удаляются в процессе «схлопывания» поверхностей потоком газа, находящемся в зазоре. Величина этого зазора является одним из определяющих параметров технологического процесса.
В момент взрыва, давление Р и температура Т в слое ВС на поверхности ПС, соответствовавшие Р и Т окружающей среды, со скоростью детонационной волны преобразуются в Р и Т продуктов детонации, и они начинают расширяться в окружающее пространство до тех пор, пока снова не достигнут равновесного с окружающей средой состояния.
Если бы при этом взаимодействие продуктов детонации (ПД) и плакирующего слоя не было ограниченно в пространстве и времени, то взаимодействие этих двух «тел» происходило бы в соответствии с законом сохранения импульса:
mГ·VГ = mПС·VПС
Таким образом, можно сказать, что существует зависимость, определяющая скорость соударения плакирующего металла с основой:
VПС = mГ/mПС·VГ·kР ( 1 ),
где коэффициент kР определяет реальные условия взаимодействия.
Взрыв, реализуемый на поверхности плакирующего металла, ограничен в пространстве данной поверхностью, и скорость газа на его поверхности равна нулю. Однако эта скорость достигает своего максимума на некотором расстоянии от поверхности плакирующего металла. Эффективность передачи энергии взрыва от продуктов детонации к плакирующему металлу, таким образом, зависит не только от реализуемых в процессе детонации температуры и давления, но и плотности газовой смеси.
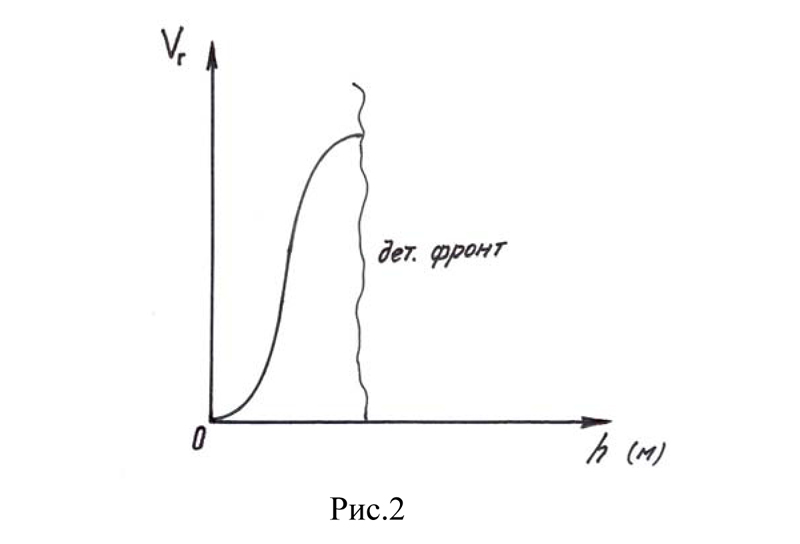 «Мгновенный» импульс давления на поверхности ПС, достигающий 60ГПа, является следствием воздействия ускорения ПД, расширяющихся в неограниченное открытое пространство. В этом смысле, график давления обратен графику скорости (рис.2).
«Мгновенный» импульс давления на поверхности ПС, достигающий 60ГПа, является следствием воздействия ускорения ПД, расширяющихся в неограниченное открытое пространство. В этом смысле, график давления обратен графику скорости (рис.2).
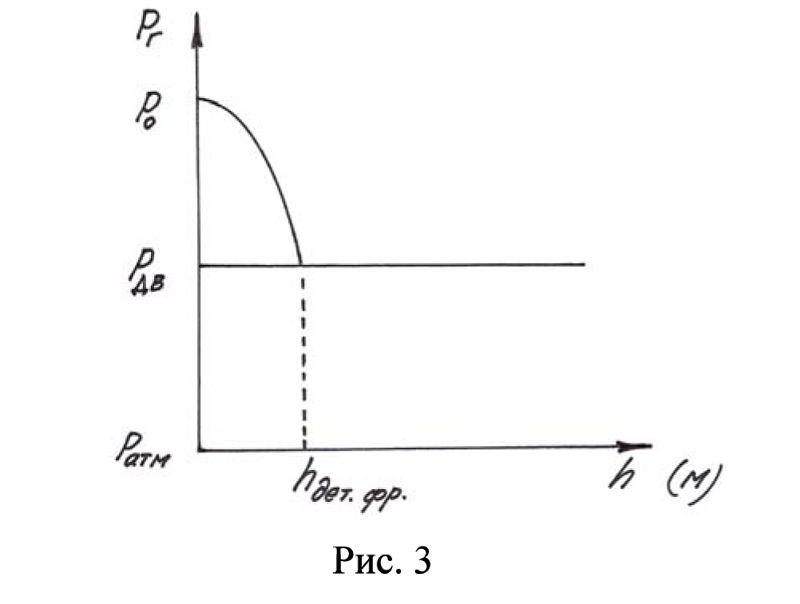
РДВ – давление во фронте детонационной волны
Ратм
Р0 – давление на поверхности ПС
С точки зрения термодинамики, данная система (ПС – ПД) является открытой и таким образом значительная часть энергии ПД «мгновенно рассеивается» в виде унесенного ПД тепла и излучения.
Нагрев основы и ПС в процессе плакирования в значительной степени обеспечивается их деформацией и трением, вызванными соударением, и достигает обычно 45-70°С в среднем по всей массе.
Величина разгона (скорость соударения) определяется не только свойствами ВС, но и величиной зазора, на линейном промежутке которого происходит изменение скорости ПС от V=0 до VПС.
В процессе развития данного метода сварки было определено, что применение химически чистых взрывчатых веществ и стехиометрически подобранных взрывчатых смесей не приводит к желаемому результату.
Необходимые параметры соударения поверхностей основы и плакирующего слоя стабильно достигаются только при применении смесей непосредственно взрывчатого вещества и «балластного» вещества. При этом «балластное» вещество не только обеспечивает необходимый по величине импульс, но и «смягчает» действие на плакирующий слой параметров взрыва, так как часть энергии детонации расходуется на «преобразование», в том числе и на нагрев «балласта».
Таким образом, вторым (интегральным) параметром технологического процесса является выбранный состав взрывчатой смеси.
Совместимые кинетические свойства плакирующего слоя и потока продуктов детонации, направленных от поверхности плакирующего металла, определяют необходимые характеристики удара. По этой причине величина зазора и толщины (и тип) слоя ВС различны для различных толщин листа плакируемых металлов и различных видов металлов.
Как уже указывалось ранее, процесс сварки происходит на ограниченной площади соударения плакирующего металла и основы, а не одновременно по всей поверхности. Для успешности этого процесса необходимо достижение оптимальных параметров соударения.
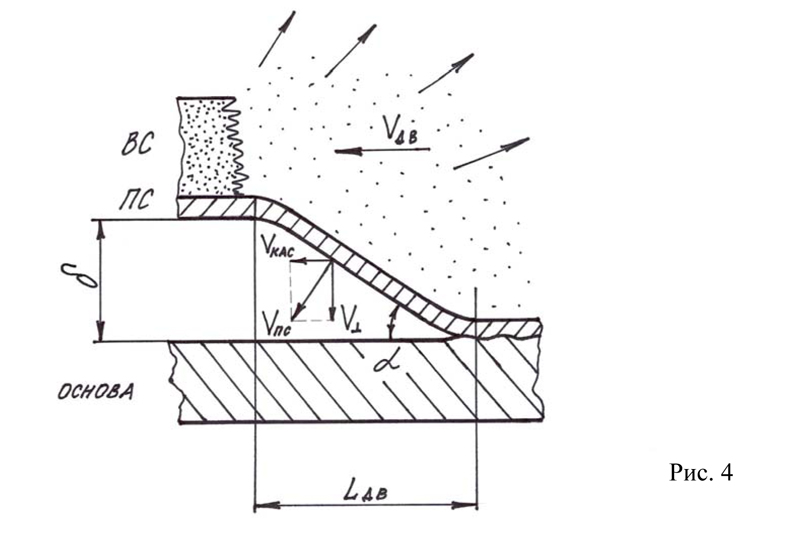 На рисунке 4 представлен «поперечный срез» волны детонации.
На рисунке 4 представлен «поперечный срез» волны детонации.
В результате подобранного специальным образом воздействия продуктов детонации, следующих непосредственно за фронтом волны детонации, происходит «моментальное» пластическое кинетическое смещение (осаждение) металла плакирующего слоя на поверхность металла основы. Сила этого взаимодействия определяется массой и скоростью падающего на поверхность металла основы в единицу времени металла плакирующего слоя и давления продуктов детонации непосредственно за фронтом детонационной волны:
Р = mПС·VПС/g + SД·РД (2),
где SД = LД·LДВ – площадь контакта ПС и основы во фронте ДВ, mПС – масса осаждаемого в единицу времени металла ПС (кг/с), VПС – скорость ПС (м/с).
При этом, от точки соударения распространяются волны напряжения, скорость которых соответствует скорости распространения звука в данном виде металла. Волна детонации и соответственно точка соударения продвигаются вдоль поверхности основы с дозвуковой (относительно металла) скоростью. Оптимальными для надежной сварки являются скорости в пределах 2000-2400 м/с. Чередование зон упругой и пластической деформации основы приводит к образованию волнообразной поверхности сопряжения плакирующего слоя и основы. Наличие указанной поверхности является косвенным подтверждением качества полученного соединения.
Как следует из рис.4, в результате растяжения ПС в процессе ударного осаждения на поверхность основы, происходит его утонение, пропорциональное ∠α, и последующее торможение (фиксация) на поверхности основы за счет действия силы трения, так как вектор скорости соударения не перпендикулярен поверхности основы. Данный механизм взаимодействия поверхностей основы и ПС определяет основной источник тепла, обуславливающий их надежное соединение – трение на чрезвычайно коротком по длине участке их взаимодействия. Таким образом, данный процесс близок по своей сущности к другой разновидности сварки давлением – сварке трением. Зафиксированное относительно основы, в результате соединения, растяжение ПС приводит в большинстве случаев сочетания размеров и свойств основы и ПС, к прогибу биметаллического листа в сторону ПС (края листа загнуты вверх).
Для инициирования подобного деформационного процесса необходимо обеспечить необходимый угол соударения поверхностей ПС и основы – α (см. рисунок). При α ≤ 5° соударение является «плоским» и сварки не происходит. Опыты, проведенные с жидкими взрывчатыми смесями на основе четырехокиси азота и керосина (тротиловый эквивалент (2 – 2,4) показали, что при малой массе (удельном весе) продуктов детонации время взаимодействия с ПС настолько мало, что даже при скорости детонации, находящейся в требуемом диапазоне, происходит отражение продуктов детонации от поверхности ПС без необходимого для его упруго-пластического осаждения динамического воздействия и разгона. Добавление в состав данной ВС некоторого количества мелкодисперсного балласта приводит к достижению результата, близкого к требуемому. При значительных углах ? возможен разрыв металла плакирующего слоя.
Поддержание всех описанных выше параметров в нужном диапазоне требует специальной подготовки поверхностей основы и ПС. Трение и совместная деформация сопрягаемых поверхностей основы и ПС является главным источником тепла, интенсивность выделения которого напрямую влияет на их надежное соединение. Данный процесс может привести как к диссоциации и выбросу в зазор между ПС и основой окисных пленок и остаточных загрязнений, так и к образованию нежелательных соединений, например карбидов и интерметаллидов. Правильное взаимодействие достигается при сбалансированном выборе мощности заряда, скорости детонации и величины зазора (динамическая составляющая процесса) и при достаточной для достижения необходимого коэффициента трения соударяемых поверхностей механической или иной подготовке поверхностей до нужной чистоты и шероховатости, так как объем диссоциирующих в процессе соединения пластин поверхностных пленок, успешный выброс которых может обеспечить сам процесс не может быть большим. Выброшенные в зазор между ПС и основой высокотемпературные продукты взаимодействия их поверхностей взаимодействуют с газовой средой зазора, которая, в свою очередь, движется в сторону от линии сопряжения, подчиняясь модели «сверхзвукового поршня» и осуществляют ее дополнительный разогрев. Таким образом, вся масса газа, находящегося в зазоре и продукты взаимодействия поверхностей ПС и основы, скапливаются в узкой зоне, движущей перед линией соединения поверхностей, и выбрасываются наружу за габариты основы почти одновременно с окончанием процесса соединения основы о ПС. Как превышение объема и давления совокупной газовой среды зазора, так и ее дополнительный сверх расчетного перегрев, вследствие недолжной подготовки поверхностей или неправильного подбора ВС, может привести к образованию зон «непровара» или разрыву ПС и выбросу газовой среды зазора наружу.
Минимальными действиями, необходимыми для достижения успеха, которые следует провести для подготовки сопрягаемых поверхностей являются:
- Сопрягаемые поверхности не должны содержать побочных примесей и загрязнений, кроме собственно сплавов их составляющих. Для этого поверхности механически защищаются от окисных пленок, окалины и обезжириваются.
- Для обеспечения стабильного угла соударения по всей площади поверхностей ПС и основы, они должны иметь необходимую плоскостность и шероховатость. Данные параметры оговорены действующими ОСТ и ТУ и, как правило, не превышают:
плоскостность - 7 мм / 11 м ,
шероховатость - Ra ≤ 6,3 мкм. - Механические характеристики ПС и основы должны находится в определенном сочетании, в зависимости от свойств соединяемых металлов для достижения нужных параметров совместной деформации в зоне взаимодействия.
Описание технологического цикла
- Подготовка составляющих элементов плакирования
- Подготовка основы
- Подготовка плакирующего слоя
- Подготовка ВС
- Подготовка места плакирования
- Транспортировка составляющих элементов плакирования к месту осуществления плакирования
- Транспортировка основы и ПС
- Транспортировка ВС
- Монтаж пакета основа-ПС-ВС для плакирования и меры по сохранению параметров пакета в подготовленный период
- Плакирование
- Параметры удара
- Параметры взрыва
- Параметры процесса
- Обработка плакированной плиты
- Транспортировка
- Правка
- Термообработка
- Обработка поверхности и обрезка
- Защита поверхности
- Испытания плакированной плиты и подготовка образцов
- Сопроводительная документация
- Сдача заказчику
- Упаковка
Описание технологического цикла
1. Подготовка составляющих элементов плакирования
1.1. Подготовка основы
Основой, как правило, является массивная плита, изготовленная методом горячей прокатки или ковки, которая имеет высокие (удовлетворительные) механические свойства и низкую, по отношению к ПС, стоимость.
В связи с этим, она должна быть надлежащим образом, соответствующим сплаву основы, термообработана до твердости, допускающей необходимую для успешного плакирования пластическую деформацию поверхности, а также отпущена для снятия остаточных напряжений.
Соответствующая вышеуказанным условиям заготовка основы далее поступает на операцию подготовки поверхности.
Задачей этого этапа является:
- Полное удаление окалины и окисных пленок.
- Достижение необходимой плоскостности, не более 2мм/1м по всей площади основы (устранение дефектов метода получения исходного листа основы – горячая прокатка или ковка).
- Достижение требуемого уровня однородности поверхности по шероховатости, как правило, для различных материалов не превышающей Ra ≤ 6,3 мкм.
В зависимости от геометрических параметров исходной поверхности и степени ее загрязненности продуктами прокатки (ковки), производится фрезерование и шлифовка (полировка) поверхности или только зачистка и шлифовка.
Для последующей защиты поверхности, вплоть до монтажа в пакет, возможно сохранение на поверхности остатка водомасляной эмульсии или защита специальным пленочным покрытием.
1.1.1.Плазменная (вакуумно-дуговая) подготовка поверхности
Плазменная подготовка поверхности позволяет придать тонкому поверхностному слою основы (толщина слоя около 40-50 мкм) уникальные физические свойства, недостижимые при других способах подготовки. Очистка поверхности металла осуществляется в катодных пятнах электрической дуги. При этом происходит выделение энергии с плотностью порядка 1011 Вт/м2. При таком воздействии все химические соединения, имеющиеся на поверхности металла, диссоциируют, ионизируются и сублимируют с поверхности. Положительные ионы металлов, образовавшиеся в процессе диссоциации окислов и других поверхностных загрязнений, под воздействием электрического поля ускоряются и возвращаются на поверхность металла основы, атомы неметаллических элементов образуют газообразные соединения и покидают область воздействия. Таким образом, на поверхности основы реализуется слой химически чистого металла, эквивалентного по составу сплаву основы, но без углерода, серы, фосфора и других неметаллических элементов. В случае стали – образуется слой химически чистого железа с ультратонкой структурой феррита с размером зерна 100-150нм, который имеет высокую адгезионную способность и не подвержен коррозии, как во влажной атмосферной среде, так и воде и даже солевых растворах.
Кроме того, имеется возможность дополнительного введения в плазму дуги металлов для качественного модифицирования поверхности. Для стальной основы такими металлами являются ниобий или ванадий. Данные свойства, как просто очищенной, так и модифицированной добавками, поверхности существенно повышают стабильность и прочность сварного соединения, а также позволяют сохранить свойства поверхности в течение длительного времени, что упрощает транспортировку и подготовку операции плакирования на полигоне.
Применение плазменной подготовки поверхности основы не является обязательным и оговаривается дополнительно.
1.2. Подготовка плакирующего слоя
Материалом ПС, как правило, является материал, имеющий высокую коррозионную стойкость или иные особые свойства, а также высокую стоимость, требующую его экономного использования.
В этой связи, ПС является в большинстве случаев холоднокатаным материалом, изначально имеющим удовлетворительные геометрические свойства поверхности и низкую шероховатость.
По этой причине, ПС подвергается шлифовке до необходимой шероховатости Ra ≤ 6,3 мкм (в зависимости от типа материала), при этом одновременно поверхность освобождается от имеющихся окисных пленок.
Как и в случае основы, если это целесообразно, поверхность ПС временно защищается до момента его монтажа в пакете на месте плакирования.
1.2.1. Плазменная подготовка поверхности
Все, вышеотмеченное в п.1.1.1 справедливо и для плакирующего слоя. Особое значение указанная подготовка приобретает для металлов, имеющих плотные и значительные окисные пленки. Образование на поверхности тонкого плотного слоя металла со свойствами иными, чем сам металл плакирующего листа, позволяют существенно расширить возможности взрывного плакирования.
Применение данной обработки не является обязательным и оговаривается дополнительно.
Подготовка ВС
Подготовка ВС включает в себя:
1.2.1. Контроль исходных параметров компонентов ВС требованиям стандартов.
1.2.2. Достижение требуемого уровня измельчения (зернистость)
1.2.3. Достижение требуемого уровня влажности компонентов ВС.
1.2.4. Подготовка равномерно перемешанной (гомогенной) смеси ВВ и «балластного» наполнителя.
1.2.5. Упаковка для транспортировки на место сборки пакета.
1.3. Подготовка места плакирования
Подготовка места плакирования включает в себя подготовку специального пьедестала для размещения пакета, удобного и безопасного для монтажа с помощью персонала и необходимой подъемной техники, а также исключающего обратное действие ударной волны на полученное изделие.
2. Транспортировка составляющих элементов плакирования к месту осуществления плакирования
2.1. Транспортировка основы и ПС
Транспортировка обязана обеспечить полное сохранение параметров и свойств поверхностей основы и ПС, достигнутые на этапе их подготовки. С этой целью используются специальные погрузочно-разгрузочные приспособления и средства крепления на транспортном средстве.
2.2. Транспортировка ВС
Транспортировка компонентов ВС производится в соответствии с действующими инструкциями по транспортировке ВВ, должностными инструкциями и действующим законодательством.
3. Монтаж пакета Основа-ПС-ВС для плакирования и меры по сохранению параметров пакета в подготовительный период
Способ выполнения данного пункта в значительной степени зависит от даты проведения плакирования и конкретных погодных условий.
Основа устанавливается горизонтально на предварительно подготовленный пьедестал, после чего поверхность основы окончательно освобождается от защитных покрытий и окончательно обезжиривается.
В целях защиты от выпадения конденсированной влаги допускается (рекомендуется) предварительный нагрев основы до температуры, на несколько градусов превышающей температуру воздуха, и исключающей, таким образом, выпадение конденсата.
В зависимости от места инициирования взрыва и геометрии основы, на ее поверхности устанавливаются проставки, определяющие гарантированную величину зазора и предварительно рассчитанную для данного вида сплавов основы и ПС, ВС и их массовых и геометрических характеристик. Величина зазора, как правило, определенным образом соотносится с толщиной металла ПС и является определяющим фактором для достижения требуемой скорости соударения.
По периметру металла ПС монтируется рама (как правило, из тонких деревянных планок) для размещения в ней слоя ВС требуемой толщины. Высота рамы (толщина ВС) определяется заранее.
В точке подрыва устанавливается (если этого требует состав ВС) бустер (некоторое количество ВВ цилиндрической формы с высокой скоростью детонации) и взрыватель с электрическим приводом.
Монтаж должен производиться в определенных для данного пакета погодных условий и временных рамках для исключения выпадения конденсированной влаги и появления иных загрязнений из окружающей среды.
В случае необходимости, подготовка пакета может вестись с использованием специальных защитных ограждений и навесом из пленки, предохраняющих пакет от ветра, осадков и иных факторов окружающей среды, действующих на момент монтажа.
Для защиты поверхностей в момент плакирования могут быть использованы инертные газы.
Защитные сооружения из пленки могут быть одноразовыми.
4. Плакирование
Состав ВС и ее количество определяется в соответствии с принципами, описанными во Введении, и должны обеспечить необходимый для достижения нужной скорости соударения расход энергии на единицу площади ПС. При этом скорость детонации является дозвуковой по отношению к скорости звука в металле основы и ПС.
ВС распределяется по поверхности ПС равномерно и с одинаковой плотностью. При этом зона формирования (разгона) детонационной волны является заранее дефектной, в связи с этим необходимо правильно определить точку размещения запала, с тем, чтобы она либо находилась за пределами получаемого далее изделия, либо не включала зону механической обработки.
4.1. Параметры удара
Параметры удара – это величина зазора между основой и ПС и скорость детонации, которые совместно определяют угол и скорость соударения ПС и основы.
Так как скорость детонации для каждой конкретной ВС является величиной независимой, то практически необходимые скорость и угол соударения обеспечиваются величиной зазора. Оптимальной для достижения требуемого результата является скорость детонации, находящаяся в пределах 2000-2400 м/с. Угол соударения обычно находится в пределах 5-10°. Скорость соударения при этом составляет около 500 м/с, при этом в точке контакта основы и ПС развивается давление до 60 ГПа.
4.2. Параметры взрыва
Параметрами взрыва являются скорость детонации ВС и ее объем (высота слоя ВС).
Скорость детонации определяется составом ВС (типам ВВ и «балластного» наполнителя). Количество ВС на 1м2 ПС выбирается таким, чтобы обеспечить заданные параметры удара (см. пункт 4.1.). Количество ВС увеличивается пропорционально толщине и плотности металла ПС.
4.3. Параметры процесса
Все вышеперечисленные характеристики процесса можно свести к простой схеме, определяющей основные и второстепенные по значимости параметры:
| Составляющие пакета | Свойства | Определяющие | Второстепенные |
|---|---|---|---|
| Основа | Марка материала | Да | |
| Толщина | Да | ||
| Механические свойства (условия термообработки) | Да | ||
| Подготовка поверхности | Да | ||
| ПС | Марка материала | Да | |
| Толщина | Да | ||
| Механические свойства (условия термообработки) | Да | ||
| Подготовка поверхности | Да | ||
| Размеры и геометрические характеристики | Геометрическая форма | Да | |
| Площадь | Да | ||
| Отношение толщин Основа/ПС | Да | ||
| Размещение зон механической обработки готовой детали | Да | ||
| Параметры пакета | Величина зазора | Да | |
| Тип и плотность ВС, кг/м2 | Да | ||
| Состав ВС | Да | ||
| Точка запала | Да | ||
| Скорость детонации | Да | ||
| Материал и форма проставки | Да | ||
| Материал ограждения ВС | Да | ||
| Погодные условия | Да* |
* - при условии принятия необходимых мероприятий по защите пакета от пылевых загрязнений, выпадения конденсата на сопрягаемых поверхностях и сохранения влажности ВС не выше допустимой.
5. Обработка плакированной плиты
5.1. Транспортировка
Погрузка и транспортировка готовой плакированной плиты не требует применения специальных приемов и приспособлений.
5.2. Правка
После плакирования плита деформируется действием ударной волны. По этой причине необходимо восстановление ее плоскости с помощью обширного механического воздействия.
Таким воздействием может быть:
- Прессование для небольших толщин и геометрических размеров
- Прокатка
5.3. Термообработка
Полученная на предыдущем этапе плоская биметаллическая плита сохраняет полученные в процессе плакирования и последующей правки напряжения и повышенную твердость поверхности.
Для устранения этих недостатков плиту подвергают термообработке, характерной для применяемых в каждом конкретном случае видов сплавов и их сочетаний.
5.4. Обработка поверхности и обрезка
Выправленная и термообработанная плита готова для получения окончательного продукта – биметаллической плиты с заданными геометрическими размерами, механическими свойствами и характеристиками поверхности.
С этой целью она подвергается всем необходимым для исполнения ТЗ способам механической обработки:
5.4.1. Обрезается кромочная часть (обычно от 40 до 100 мм), которая может содержать краевые дефекты, которые допустимы при данном способе плакирования. На этом этапе получаются образцы для испытаний и выполняется 100% УЗК по стандартам, определенным заказчиком.
5.4.2. Возможно дополнительная обработка поверхности: фрезерование, шлифовка и др.
5.5. Защита поверхности
Полученная товарная биметаллическая плита готова к отгрузке.
В соответствии с требованиями заказчика поверхность биметаллической плиты может быть покрыта защитными полимерными покрытиями или грунтовкой; или быть упакована без защитных покрытий.
6. Испытания плакированной плиты и подготовка образцов
Объем и правила проведения испытаний предусмотрены ТУ5.961-11772-2001 «Плиты биметаллические «сталь-титан». Технические условия».
7. Сопроводительная документация
Если иное не предусмотрено конкретным договором на поставку, обязательным является предоставление заказчику сертификатов на биметаллический лист с данными испытаний, предусмотренных п.6, а также сертификатов на исходные материалы (лист основы и плакирующий лист).
8. Сдача заказчику
Условия сдачи заказчику предусматриваются конкретным договором на поставку.
9. Упаковка
Упаковка биметаллической плиты обязана обеспечивать сохранность геометрической формы, поверхности и кромок от механических повреждений.
