







Производство биметаллических листов предельных габаритов
В данной работе обсуждаются ключевые факторы, определяющие возможность получения максимальных габаритных размеров биметаллических листов для различных типов сочетания плакирующего и базового металлов.
Введение
АО «Энергометалл» последовательно проводит работу по сварке сложных сочетаний алюминиево-магниевых и титановых сплавов и конструкционной стали, что позволило определить особенности получения предельных размеров для этой группы материалов, а затем успешно экстраполировать их на случай сварки плакирующего слоя из пластичного материала, такого, как нержавеющая сталь, и конструкционной стали, и практически получить крупногабаритные листы с высоким уровнем качества.
Ранее было экспериментально показано, что температура поверхности листа после сварки соответствует величине пластической деформации плакирующего и базового листов и достигает максимального значения на максимальном удалении от точки подрыва. При этом, величина нагрева пропорциональна отношению k hg, что показывает диаграмма на Рис.1.
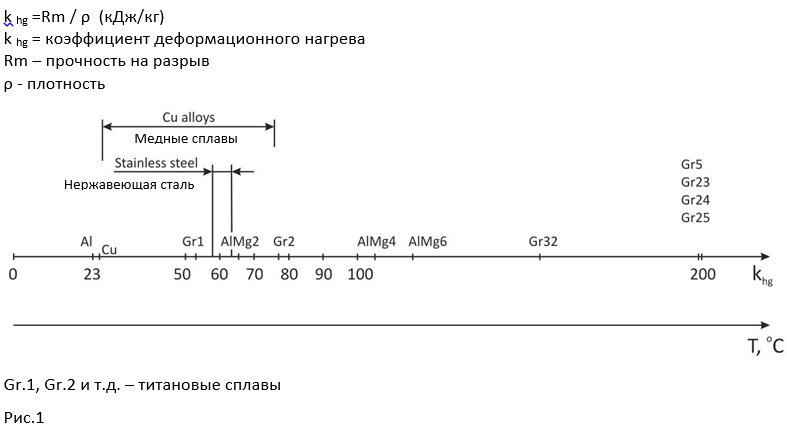
Наиболее наглядно это подтверждается при сварке АМг6 и нержавеющей стали, где практически значимые габариты листа, например 1500х3000мм и более, невозможно получить без прослойки чистого алюминия. (Refer to the materials of EPNM XI Strasbourg-2012 «Explosive welding of steels with AlMg and Ti Alloys: Comparitive analysis by V.S. Vakin)
Описание эксперимента
С целью проверки этих выводов, был проведен эксперимент по сварке высокопрочного титанового сплава ASTM B265 Gr5 и углеродистой стали 09Г2С ГОСТ5520-79. Причем, один лист был сварен «напрямую», а второй лист с применением промежуточного слоя из титана ASTM B265 Gr1, толщиной 1,5мм. Для достижения максимальной идентичности свойств свариваемых компонентов, они были получены из одного исходного листа титанового сплава ASTM B265 Gr5 и одного исходного листа стали 09Г2С ГОСТ5520-79. Размеры композиций: 1. (30 + 5) х 500 х 2500мм (далее «биклад»); 2. (30 + 1,5 + 5) х 500 х 2500мм (далее «триклад»).
Оба листа были успешно сварены до длины 2300мм от точки подрыва, далее плакирующий слой из сплава ASTM B265 Gr5 терпит поперечные разрывы, см. фото 1, 2.

Длина всей композиции в обоих случаях увеличилась на 30мм. Таким образом, промежуточный слой из титанового сплава ASTM B265 Gr1 не повлиял на длину плакирования, однако прочность соединения в «трикладе» существенно выше. Группы образцов для испытаний на отрыв и срез брались через каждые 500мм, и последняя группа, соответственно, через 300мм, как представлено на рис.2.

Все образцы прошли термическую обработку с выдержкой 2часа при температуре 500˚С.
Результаты испытаний представлены в таблице 1.
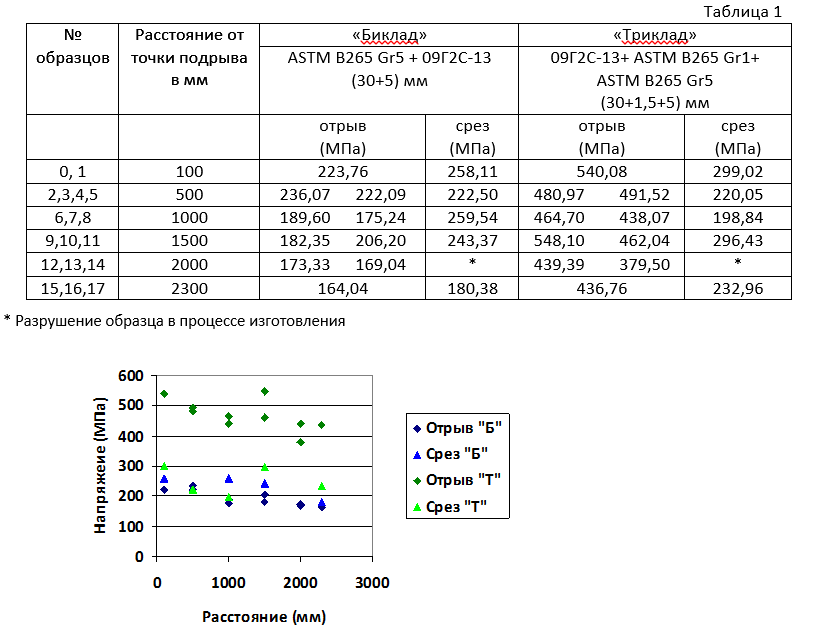
Из приведенных данных видно, что предел прочности соединения на отрыв в обоих случаях (биклад или триклад) имеет тенденцию к снижению, в то время, как прочность соединения на срез явно не изменяется. Это можно объяснить тем, что при плакировании, каждый последующий элемент плакирующего слоя испытывает нагрузку в виде отрывающего момента, относительно только что приваренного своего фрагмента, причем тем большую, чем большее удлинение он испытывает, то есть на наибольшем удалении от точки инициации. Так как способность удлиняться у конструкционной стали 09Г2С существенно выше, чем у титанового сплава Gr5, то и возможность к удлинению у плакирующего слоя была израсходована раньше, причем одинаково, как для биклада, так и триклада, как свойство исключительно плакирующего слоя Gr5. Активное удлинение материала базового и плакирующего слоя также подтверждается увеличением периода волны на границе сопряжения стали и титанового слоя по мере удаления от точки инициации. Можно предположить, что при увеличении толщины базового металла или применении базового металла большей прочности (с меньшим значением относительного удлинения), что исключило или ограничило удлинение базового листа в процессе плакирования, можно было бы достичь и большей длины плакирования для титанового сплава ASTM B265 Gr5. Вероятно, некоторое увеличение длины плакирования можно осуществить также за счет увеличения толщины плакирующего слоя. Также, необходимо обратить внимание на исключительно высокие показатели прочности, достигаемые в результате использования «пластичной» прослойки в виде титана B265 Gr1, что показывает практическую перспективность данной комбинации.
Подтверждение результатов опытной работы
Предварительные выводы, сделанные в результате проведенного эксперимента нашли свое подтверждение при изготовлении крупногабаритного листа (86+7) х 2750 х 10800 мм (09Г2С ГОСТ 5520-79 + ASTM A240 TP321). Лист был успешно сварен без дефектов сплошности, однако главной особенностью является то, что габаритные размеры листа по обоим составляющим остались неизменными (см. Фото 3), неизменным также остался и период волны на границе сопряжения плакирующего и базового слоев, независимо от расстояния от точки инициации.

При этом, прочность соединения базового и плакирующего слоя в наиболее удаленных частях от точки инициации сохранилась исключительно высокой, см Табл.2.

Примечание: все образцы взяты после финальной термообработки готового изделия:
t = (630÷660) °C, время выдержки 23÷24 часа; охлаждение с печью до 300°C; далее – на воздухе.
Схема взятия образцов представлена на Рис.3

Готовое изделие представлено на Фото 5.

ВЫВОДЫ
Существует несколько факторов, ограничивающих предельно возможные габариты листов для различных сочетаний свариваемых металлов:
- Для сочетания металлов с существенно различной плотностью, предельный габарит ограничен величиной касательных напряжений, вызванных разницей в величине температурной деформации из-за различия в температуре нагрева базового и плакирующего листов.
- Для сочетания металлов, в котором одна из составляющих отличается высокой прочностью и низким запасом пластичности, предельный габарит ограничен достижением «предела пластичности» высокопрочной составляющей при существенном изменении размеров второго листа. При этом, при достижении предельного размера, удлинение каждого единичного фрагмента поверхности в плоскости обоих листов вдоль диаметра начинает существенно превышать удлинение вдоль радиуса (относительно точки подрыва).
- Для сочетания металлов, когда базовый слой имеет такую значительную инертную массу и запас прочности, что не вовлекается в процесс пластической деформации по всей толщине, возможно достижение максимальных габаритов, ограниченных только «запасом пластичности» плакирующего слоя.
